導(dǎo) 語
本文詳細介紹了一種冷柜內(nèi)膽自動成形技術(shù)。本項目在研制過程中,重點開發(fā)了柔性加工自動成形線技術(shù),形成自主專有的制造工藝體系,為今后研發(fā)此類設(shè)備積累了寶貴經(jīng)驗。該設(shè)備成功投入運行后,實現(xiàn)了自動化流水線生產(chǎn),顯著提高生產(chǎn)效率,改善了產(chǎn)品質(zhì)量管控水平,并帶來可觀的經(jīng)濟效益。
家電產(chǎn)業(yè)作為我國國民經(jīng)濟支柱產(chǎn)業(yè),在七十年間經(jīng)歷了從無到有、從引進模仿到自主研發(fā)、從起步到跟隨再到領(lǐng)導(dǎo)的地位演變,完成了飛速擴張。隨著國家“一帶一路”戰(zhàn)略的實施,為我國家電企業(yè)“走出去”創(chuàng)造了機會,為“中國制造”向“中國品牌”過渡提供了契機,同時也對國產(chǎn)家電及家電制造裝備提出了更加嚴格的要求。
冷柜作為家電產(chǎn)業(yè)的重要組成部分,廣泛應(yīng)用于農(nóng)產(chǎn)品、食品、醫(yī)藥以及其他特殊冷藏冷凍場合。常用的冷柜主要由箱體、制冷系統(tǒng)、溫度控制裝置及附件四部分組成。其中,箱體中的內(nèi)膽鈑金件是與冷藏對象直接接觸的部分,由側(cè)圍板和內(nèi)底板組成。內(nèi)膽鈑金件用于隔斷制冷系統(tǒng)和箱體,其導(dǎo)熱性、抗腐蝕性的好壞直接影響設(shè)備運行效果,因此內(nèi)膽鈑金件材料以壓花鋁板和不銹鋼板(304)為主,圖1 所示為冷柜及其內(nèi)膽鈑金件。

圖1 冷柜及其內(nèi)膽鈑金件
以往生產(chǎn)此類產(chǎn)品主要采取單機制造,取料、沖切、折彎等。每個單機都要人工操作,中間還要涉及到搬運、物流。單機與單機之間的銜接難,效率非常低,而且對每道工序的操作人員技術(shù)要求都較高,需要耗費大量的人力資源。尤其沖壓設(shè)備有很多的安全隱患,不利于操作員工的人身安全。在此背景下,開展冷柜內(nèi)膽自動成形線柔性技術(shù)研發(fā),通過開發(fā)可振動吸盤上料分張裝置、五聯(lián)動伺服輸送機械以及橫向伸縮式折彎機構(gòu),解決傳統(tǒng)冷柜內(nèi)膽自動成形線在生產(chǎn)過程中存在的上料、輸送、定位及壓痕等問題,提升冷柜內(nèi)膽自動成形線的自動化程度。
工藝技術(shù)方案
板料粘連與振動吸盤
冷柜內(nèi)膽用鋁板、不銹鋼板,料片因存在油膜,且由于料垛長時間堆放及板料平整度高,板料之間形成負壓,造成了兩張板料甚至是多張粘連。目前,板料之間的粘連是不可避免的,
一旦粘連兩張或者是多張板料轉(zhuǎn)運到模具上進行沖壓,極易造成產(chǎn)品和模具損傷。因此,傳統(tǒng)上料方式一般采用人工上料或吸盤上料,外加人工監(jiān)測,生產(chǎn)效率低。板料的粘連已經(jīng)嚴重影響了自動線的穩(wěn)定性、可靠性、連貫性、產(chǎn)品質(zhì)量和生產(chǎn)效率。因此,板料的粘連成為本項目產(chǎn)品開發(fā)迫切需要解決的一大難題,常見鋁板粘連如圖2 所示。
圖2 鋁板料粘連
本研究通過開發(fā)可振動吸盤式上料分張系統(tǒng)來解決板料粘連問題,其由兩組吸盤、振動氣缸組成,在兩組吸盤裝置(吸附用)兩側(cè)設(shè)置有驅(qū)動振動氣缸的小型吸盤,在吸盤吸附板料上升一定高度后,振動氣缸進行反復(fù)充放氣,對板料兩邊進行高頻振動,加速空氣進入板料間隙,促使板料分離。由此有效地解決了多張板料同時上料時損傷板料和模具的問題。圖3 為改進后的上料機。

圖3 上料機
板料運輸跑偏與五聯(lián)動伺服輸送
冷柜內(nèi)膽板材多采用鋁板、不銹鋼板,具有重量輕、無磁性等特性,在輸送過程中,無法采用常規(guī)鋼板成形線上的磁性輸送方式。因此在板料輸送過程中,因板料振動極易發(fā)生板料跑偏的現(xiàn)象,使后續(xù)沖切、折彎等工序無法進行準確定位,對于產(chǎn)品的質(zhì)量有很大影響。如何解決鋁板、不銹鋼板在輸送過程中,易跑偏、定位不準等問題是本項目的難點。
五聯(lián)動伺服輸送機械手運輸板料,其中每一組機械手由前夾持部分和后夾持部分組成,前夾持部分位置固定,后夾持部分可由伺服電機任意調(diào)節(jié)位置夾緊,減少產(chǎn)品自由移動空間,并可適用于不同規(guī)格產(chǎn)品的生產(chǎn)。五組調(diào)整機械手固定在同一個底座上串聯(lián)成一個組合聯(lián)動機構(gòu),依靠動力總成牽引整體輸送。動力牽引總成由伺服電機驅(qū)動,接電連通后驅(qū)動滾珠絲桿,轉(zhuǎn)動滾珠螺母在直線導(dǎo)軌上運行,從而牽引五組產(chǎn)品調(diào)整機械手在直線導(dǎo)軌上固定式循環(huán)往復(fù)輸送,提高生產(chǎn)效率,克服了傳統(tǒng)皮帶輸送過程中,板料跑偏和定位不準的現(xiàn)象。
具體輸送流程如圖4 所示:板料在第一個工位由前調(diào)整機械手前夾持部分感應(yīng)定位后夾持→后夾持部分通過伺服電機運行將板料夾持牢固→夾持機械手氣缸頂升→動力牽引總成的伺服電機通過滾珠絲杠推動調(diào)整機械手運動,將板料向前輸送→后面的四組調(diào)整機械手串聯(lián)在一起,安置在機座上同步向前運行,快速移動板料。
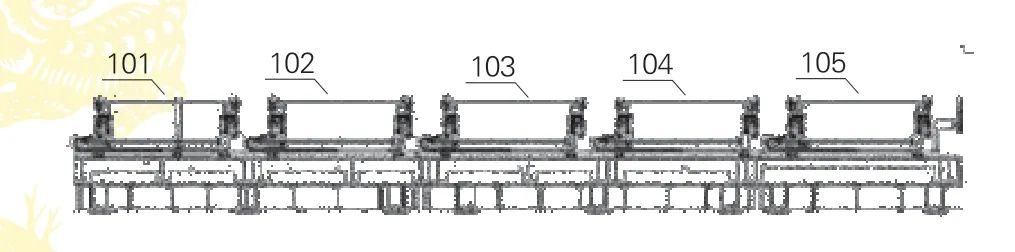
圖4 五聯(lián)動伺服輸送機械手
過料與可伸縮折彎
五聯(lián)動伺服輸送機械手解決了整線穩(wěn)定輸送問題,但是在折彎過程中,刀具橫亙在輸送線路上,伺服機械手無法通過。公司上一代技術(shù)采用的是90°折彎機構(gòu),刀具采用分體式,由兩個單體45°刀對立拼接成一個90°空間。此技術(shù)可以解決機械手通過問題,但是板料折彎在刀口對立處受力不均,產(chǎn)生壓痕,影響板料外觀質(zhì)量。
為了解決上述問題,研究開發(fā)了一種橫向可伸縮折彎機構(gòu)。其結(jié)構(gòu)如圖5 所示,垂直于輸送線方向,設(shè)計有刀具自動伸縮機構(gòu),板料折彎時,刀具自動伸出,板料折彎后,刀具自動縮回。五聯(lián)動伺服輸送機械手順暢通過的同時,可伸縮機構(gòu)有效保證刀具的一體性,避免了分體式刀具造成板料受力不均,易產(chǎn)生痕跡及精度不高等問題。
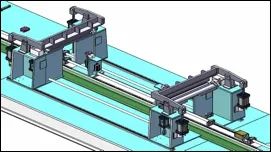
圖5 刀具伸縮機構(gòu)圖
研制結(jié)果與結(jié)論
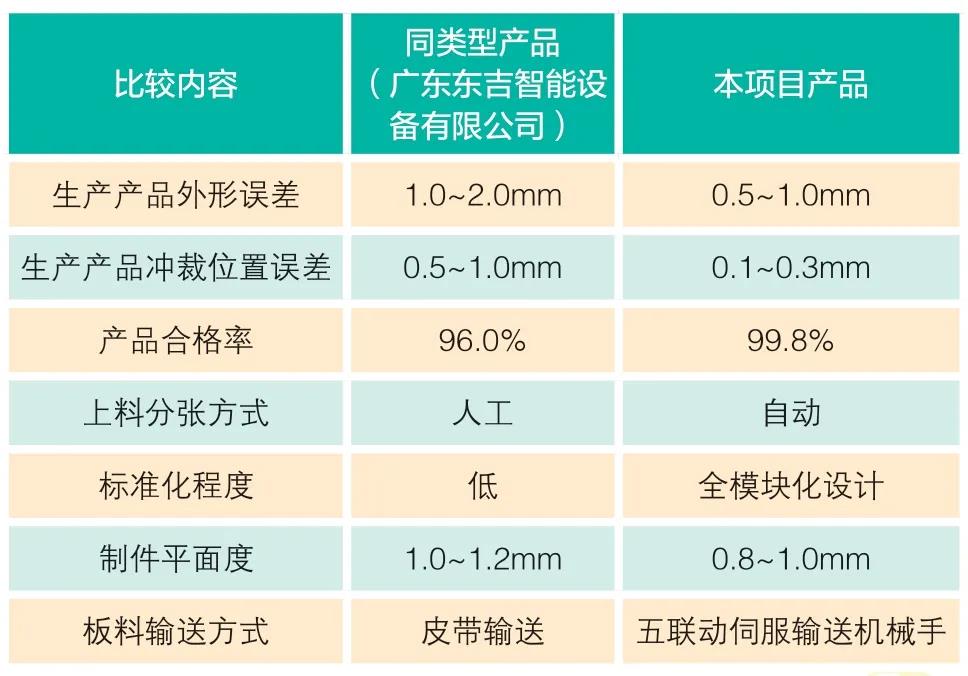
本產(chǎn)品技術(shù)水平與傳統(tǒng)同類產(chǎn)品對比見表1。
表1 本產(chǎn)品技術(shù)水平與傳統(tǒng)同類產(chǎn)品對比
 結(jié)束語
結(jié)束語
通過技術(shù)開發(fā),圓滿解決了冷柜內(nèi)膽自動成形線存在的板料粘接、跑偏和過料等問題,達到或超出了項目預(yù)定的各項技術(shù)指標。提升了產(chǎn)品質(zhì)量,為今后進一步融合智能制造技術(shù),實現(xiàn)殼體鈑金制作智能化生產(chǎn)創(chuàng)造條件。
 聯(lián) 系 人:前臺
聯(lián) 系 人:前臺 中國.江蘇
中國.江蘇 關(guān)注官方微信
關(guān)注官方微信